A welding line, also called a weld line, forms when two melted material flows meet. This happens during injection molding or welding. You can often see this line on the product’s surface.
Manufacturers watch weld lines closely. Weld lines can make the weld weaker. They can lower strength, stiffness, and how well it handles hits. In injection molding, weld lines can change how the product looks and works.
If the weld line does not fuse well, it can make weak spots. This is a big problem for parts that must be safe. Changing temperature and pressure can help make welds stronger. This also helps the product be better.
Weld lines can make things less strong, stiff, and stretchy.
Where the weld line is and its angle change how it looks and works.
Better molding methods can make weld lines over 200% stronger.
Key Takeaways
Weld lines happen when two melted flows meet. They can make weak spots. These weak spots can lower a product’s strength. They can also make it less durable.
Good mold design helps reduce weld lines. Controlling the temperature is important too. Faster injection also helps. These steps make products stronger. They also look better.
Weld line defects can cause cracks. They can also make marks on the surface. So, it is important to check for them often. Tools like magnifiers and 3D scanners help with this.
Engineers use computer programs to predict weld lines. Smart planning helps control them. This makes products safer and better.
Using clear weld symbols helps avoid mistakes. Teamwork is important too. This makes sure welds are in the right place. It helps make parts stronger.
What Are the Basics of a Welding Line?
A welding line is a production setup designed for efficient and consistent joining of metal parts using welding processes. It typically includes welding machines, fixtures, and conveyors to automate and streamline the welding tasks.
Weld Line Definition
A weld line forms when two separate flows of molten material meet and join together during a manufacturing process. This often happens in injection molding or welding. The area where these flows meet creates a visible line or seam on the finished product. People in the industry use the term welding line to describe this feature. The weld line can appear on the surface or inside the part. It often marks a spot where the material did not mix perfectly.
Manufacturers pay close attention to weld lines because they can affect the strength and quality of a product. If the weld does not fuse well, the part may break more easily. In many cases, the weld line becomes the weakest point in the product. This is why engineers and technicians look for ways to reduce or control weld lines during production.
The industry uses several names for these lines. Many experts call them knit lines or meld lines. Some also use the term stitch line. According to industry sources, weld line is a general term. Knit line and meld line describe specific types of weld lines. These terms often appear in technical documents and standards. For example, in plastic injection molding, a knit line forms when two flows of cooling material meet and re-solidify. People sometimes use knit line, weld line, and meld line interchangeably.
Note: The appearance of a weld line does not always mean a defect. Sometimes, the weld line is only a cosmetic issue. In other cases, it can signal a weak spot that needs attention.
Types of Weld Lines
Weld lines come in different types, depending on how the material flows and meets. The two main types are static weld lines and dynamic weld lines.
Static weld lines form when the material flow stops and then restarts, causing a line where the two fronts meet. This often happens around holes or inserts in a mold. The weld line in this case may look like a thin, straight line.
Dynamic weld lines appear when two moving flows of material meet while both are still in motion. This type often occurs in parts with complex shapes or multiple gates. The weld line may curve or change direction, depending on the flow.
A knit line is a special type of weld line. It forms when two fronts of molten material meet at a low angle. The material may not bond well, so the knit line can become a weak spot. A meld line is another type. It forms when the flows meet at a higher temperature or under better conditions, so the weld is usually stronger.
The table below shows the main types of weld lines and their features:
Type | How It Forms | Common Features |
|---|---|---|
Static Weld Line | Flow stops and restarts around obstacles | Thin, straight line |
Dynamic Weld Line | Two moving flows meet in complex shapes | Curved or angled line |
Knit Line | Flows meet at low angle, poor bonding | Weak, visible seam |
Meld Line | Flows meet at higher temp, better bonding | Stronger, less visible |
Engineers study the type and location of each weld line. They use this information to improve the weld and make the product stronger. By understanding the differences between a weld line, a knit line, and a meld line, manufacturers can choose the best process for each part.
What Is Weld Line Formation?
Weld line formation occurs when two or more flow fronts of molten material meet during the injection molding process. It results in a visible line or seam on the finished product.
Causes in Injection Molding
Weld lines show up in injection molding when two melted plastic flows meet. There are a few main reasons why weld lines happen:
Temperature: If the temperature is too low, the plastic hardens too soon. The melted plastic cannot join well, so a weld line appears.
Mold Design: A mold with thin walls or gates in bad spots splits the flow. This makes more lines where the plastic hardens.
Injection Speed: If the speed is slow, the plastic cools unevenly. The flows harden before joining, which makes weak welds.
Pressure: Low pressure does not push the flows together enough. The weld pool cannot make a strong bond.
Impurities: Dirty resin or too much mold release slows the flow. This causes more weld lines and weak areas.
The shape of the part matters too. Parts with tricky shapes, thin spots, or things inside the mold change how the plastic moves. These things make more lines where the plastic hardens. How the mold is made and how it is used are very important for weld line strength. Engineers use computer programs to guess where weld lines will show up. This helps them change the process and make better welds.
Note: Weld lines and flow lines are not the same. Weld lines form when two flows meet at a sharp angle and make weak spots. Flow lines show up when the angle is wide. Flow lines do not always make cracks or lower strength.
Factors in Welding
In welding, weld lines form when two melted metal pools meet and harden. The weld pool is the melted metal made by heat. Many things can change how good a weld line is:
Welding speed changes how fast the weld pool moves and cools. If welding is too fast, the metal hardens early and makes weak weld lines.
The weld pool’s size and shape depend on heat and the metal used. A small weld pool cools fast, making more hard lines and maybe cracks.
If there are obstacles or changes in the joint, the weld pool can split. When the pools come back together, a weld line forms. If they do not join well, cracks can happen.
In some welding, like plastic welding, temperature and pressure also change the weld pool.
The kind of material and how it is used both matter for weld line strength. Some materials do not crack as easily as others. High heat and the right pressure keep the weld pool melted longer. This lowers hard lines and makes the weld stronger.
Tip: Computer tools can show where weld lines and hard lines will form in both injection molding and welding. This helps engineers stop cracks and make better products.
What Are Weld Line Defects?
Weld line defects are imperfections that form at the junction where two flow fronts of molten material meet and fail to bond properly during the injection molding process. These defects can weaken the structural integrity of the final product.

Structural Weakness
Weld line defects make weak spots in plastic and metal parts. When two melted flows meet, they make a weld pool. If the weld pool does not join fully, small gaps can stay. These gaps make the weld less strong. If the weld does not join right as it cools, some areas cannot take as much force. This makes weld cracking more likely, especially if used a lot.
Many things cause these weak spots. Low melt heat, slow speed, and thin walls make it hard for the weld pool to join well. In metal welding, bad heat control or things in the joint can also stop the weld from joining right. These problems often cause weld cracking or even full part failure.
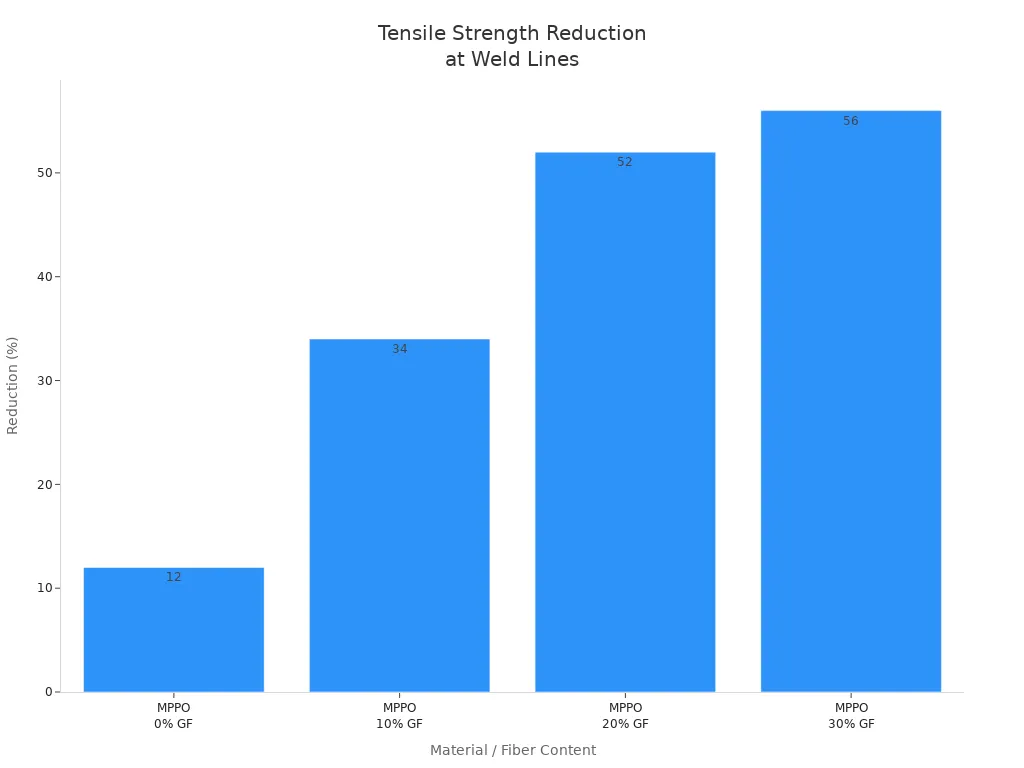
Weld lines lower strength a lot. For example, tests on glass-filled plastics show weld lines can cut strength by about 49% compared to parts without them. The table below shows how much strength drops at weld lines for different materials:
Material / Fiber Content | Tensile Strength Reduction at Weld Lines (%) |
|---|---|
Glass fiber-reinforced MPPO composites (0% GF) | 12% |
Glass fiber-reinforced MPPO composites (10% GF) | 34% |
Glass fiber-reinforced MPPO composites (20% GF) | 52% |
Glass fiber-reinforced MPPO composites (30% GF) | 56% |
Carbon fiber tow-reinforced vinyl ester SMC (42% VF) | 12% to 52% (varies by study, 48% to 88% noted) |
Tow-based discontinuous carbon fiber composites | 60% to 80% |
Weld line defects can cut strength by 10% to 90%. This depends on the material and how the weld pool cools. This makes weld cracking a big risk. If no one finds these defects, the product may break much sooner than planned. For example, one company saw a 28% failure rate in a year from bad welds, but less than 1% for good welds. This happened because the weld pool did not cool right, and weld lines became weak spots.
Weld cracking and failure often start at cooling lines. These lines show where the weld pool stopped moving and started to harden. If the weld pool is not hot enough, cooling lines form fast and do not join well. This is why weld line defects are important to find and fix.
Industry rules say welds must be checked closely to stop these problems. Inspectors use their eyes, special tools, and safe tests to find weld line defects. They look for cracks, bad joins, and other signs of weak cooling. Rules like ISO 6520-1:2007 and ISO 5817:2014 give clear limits for what is okay. These rules help keep welds strong and products safe.
Surface Appearance
Weld line defects also change how a product looks. Cooling lines can show up as faint seams, cracks, or marks. These lines can mess up the smooth look of a part. Even if the weld is strong, lines you can see can make the product look bad. For many products, looks matter as much as strength.
Some common signs of weld line defects are:
Cracks or seams along the weld
Small holes or rough spots on the surface
Missing or thin spots at the weld
Bent or bumpy surfaces
Size changes near the weld
Inspectors use simple tools like flashlights, mirrors, and magnifiers to find these defects. They clean the weld to see cooling lines better. Looking at the weld is the first step to check quality. It helps find weld cracking and other problems before things break.
Weld line defects that only change looks can stop production or lower the product’s value. Light, color, and surface feel all change how easy it is to see these lines. Sometimes, weld line defects only change how things look. Other times, they show bigger problems with cooling or weld pool joining.
Weld line defects can make the part weaker and shorten its life. If inspectors miss these, the chance of weld cracking and breaking goes up. Regular checks and following rules help stop these problems.
New inspection tools, like 3D scanning and image checks, help find cooling lines and other defects. These tools work with industry rules to make welds better. By finding and fixing weld line defects early, companies can stop costly recalls and keep products safe.
How Can You Prevent Weld Line Issues?
To prevent weld line issues, optimize the injection molding process by adjusting parameters like temperature, pressure, and material flow. Improving mold design and ensuring proper material selection also helps.

Design Solutions
Engineers make smart choices to stop weld lines. They change the mold design to help the product be better. Moving the gate changes where solidification lines show up. Changing wall thickness changes how the material moves and hardens. Designers try to make the material flow in one direction. This helps stop weld lines from forming. They also make the injection faster so the mold fills before it hardens.
Here are some easy tips to lower solidification lines:
Do not use sharp corners. Smooth curves help the material move better.
Make cross shapes simple. Fewer obstacles mean fewer solidification lines.
Make sure the mold and cooling are even. Even cooling keeps solidification lines the same.
Polish the mold surface. A smooth mold makes fewer solidification lines.
The shape of the part matters too. Rounded edges help the material move evenly. Parts that look the same on both sides help the flow stay smooth. Engineers use computer tools to see where solidification lines might form. They can change the mold before making the part.
Process Adjustments
Changing the process helps stop weld line defects. Changing how fast the material moves helps control cooling. Keeping the speed steady stops solidification lines from forming too soon. Making the melt and mold hotter keeps the material soft longer. This helps the material stick together at solidification lines.
Operators can move the gate to keep solidification lines away from important spots. Hot runner systems help control the temperature better. This helps stop weld lines. Good venting lets air out, so solidification lines do not form as much.
Quality checks help find solidification lines early. Looking at the product and using machines helps compare it to standards. Special tools like 3D scanners and lasers find solidification lines and other problems. These checks help keep welding safe and strong.
Tip: Controlling mold design, speed, and temperature during solidification is important. These steps help stop weld lines and make products stronger.
What Are Weld Symbols and How Are They Used in Planning?
Weld symbols are standardized notations used in engineering drawings to specify the type, size, and quality of welds. Proper planning involves understanding the various symbols, interpreting them accurately, and ensuring they meet the project’s specifications and codes.
Reference Line in Weld Symbols
The reference line in weld symbols is very important. It helps people understand drawings better. This line is always straight across the page. It holds all the weld details. Welders and engineers use it to show where to put each weld. The reference line connects to the joint with an arrow. If a weld symbol is under the line, the weld goes on the arrow’s side. If the symbol is above, the weld is on the other side. This makes it easy to know where to weld.
The reference line also shows more details. It lists the weld type, size, length, and where it goes. Sometimes, a tail sticks out from the line. The tail gives extra notes, like special steps or codes. Extra symbols, like a flag for field welds, can also be added. This way of showing welds follows rules used around the world. It keeps weld instructions the same for every project.
Planning with Welding Lines
Planning where to put welding lines helps make better products. It also helps work go faster. Engineers think about many things when picking weld line spots. They look at melt temperature, injection pressure, packing pressure, packing time, and cooling time. These things change how the material moves and where lines form. By changing the gate’s size, place, and number, they can control the flow and stop weld line problems.
Engineers use computer programs to guess where weld lines will show up. They use this to change the design or process. For example, keeping wall thickness the same and picking the best gate spot helps the material move well. How smooth the surface is and what happens after molding also matter for planning.
A good weld line spot can make the job faster and cut down on mistakes. This saves money and makes the part stronger. Engineers might use special molding ways to make weld lines stronger, especially with fiber parts. By following the right steps and settings, they make sure weld lines do not make the part weak.
Good planning and clear weld symbols help teams avoid mistakes and work better. Everyone can follow the same steps, so the results are good.
Knowing about welding lines helps makers keep products strong and safe. Weld lines can make weak spots because the melted flows do not always join well. Sometimes, air or other stuff gets trapped and makes the part weaker.
These lines are not always easy to see but can cause big problems.
Using a good mold, the right heat, and clean materials helps stop them.
Makers can use smart steps to lower defects:
Change the mold shape and check sizes.
Use computer tools to find problems early.
Check parts many times while making them.
Watch risky steps and fix settings as needed.
Team up with automation experts.
Careful planning and checking quality help make safer products that last longer.
FAQ
What is the difference between a weld line and a flow line?
A weld line forms when two melted flows meet and join. A flow line shows the path of the material as it moves. Weld lines can weaken a part, while flow lines usually only affect appearance.
Can weld lines be completely removed?
Engineers cannot always remove weld lines, but they can reduce them. Good mold design, higher temperatures, and faster injection help make weld lines less visible and stronger.
Why do weld lines make parts weaker?
Weld lines create weak spots because the melted flows may not bond well. Small gaps or poor fusion lower the strength. These areas can crack or break under stress.
How do inspectors find weld line defects?
Inspectors use their eyes, magnifiers, and special tools. They look for seams, cracks, or rough spots. Some use 3D scanners or cameras for better accuracy.
Are weld lines always a problem?
Not always. Some weld lines only affect how a part looks. Others can cause weak spots. Engineers check each weld line to decide if it needs fixing.
Tip: Regular inspection and good design help keep weld lines from causing problems.
