Линия сварки, также называемая линией шва, образуется при встрече двух потоков расплавленного материала. Это происходит во время литья под давлением или сварки. Эту линию часто можно увидеть на поверхности изделия.
Производители внимательно следят за линиями сварки. Линии сварки могут сделать сварной шов слабее. Они могут меньшая прочность, жесткость и то, насколько хорошо он справляется с ударами.. При литье под давлением линии сварных швов могут изменить внешний вид и работу изделия.
Если линия сварки плохо сваривается, в ней могут образоваться слабые места. Это большая проблема для деталей, которые должны быть безопасными. Изменение температуры и давления может помочь сделать сварные швы более прочными. Это также помогает сделать изделие лучше.
Сварные линии могут сделать вещи менее прочными, жесткими и растяжимыми.
Расположение линии сварки и угол ее наклона меняют внешний вид и работу.
Более совершенные методы формовки позволяют сделать линии сварки более 200% сильнее.
Основные выводы
Линии сварки возникают при пересечении двух расплавленных потоков. Они могут создавать слабые места. Эти слабые места могут снизить прочность изделия. Они также могут сделать его менее долговечным.
Хорошая конструкция пресс-формы помогает уменьшить количество сварных линий. Контроль температуры также очень важен. Более быстрая инъекция также помогает. Эти действия делают изделия более прочными. Они также выглядят лучше.
Дефекты линии сварки могут привести к появлению трещин. Они также могут оставлять следы на поверхности. Поэтому важно часто проверять их наличие. В этом помогают такие инструменты, как лупы и 3D-сканеры.
Инженеры используют компьютерные программы для прогнозирования линий сварки. Умное планирование помогает их контролировать. Это делает продукцию более безопасной и качественной.
Использование четких символов сварных швов помогает избежать ошибок. Работа в команде также важна. Это позволяет убедиться, что сварные швы находятся в правильном месте. Это помогает сделать детали более прочными.
Что такое сварочная линия?
Сварочная линия - это производственная установка, предназначенная для эффективного и последовательного соединения металлических деталей с помощью сварочных процессов. Обычно она включает в себя сварочные аппараты, приспособления и конвейеры для автоматизации и оптимизации сварочных работ.
Определение линии сварки
Линия сварки образуется, когда два отдельных потока расплавленного материала встречаются и соединяются в процессе производства. Это часто происходит при литье под давлением или сварке. В месте соединения этих потоков на готовом изделии образуется видимая линия или шов. Для обозначения этой особенности в промышленности используется термин "линия сварки". Линия сварки может появиться на поверхности или внутри детали. Часто она обозначает место, где материал не был идеально смешан.
Производители уделяют пристальное внимание линиям сварки, поскольку они могут повлиять на прочность и качество изделия. Если сварной шов плохо сваривается, деталь может легче сломаться. Во многих случаях линия сварки становится самым слабым местом в изделии. Именно поэтому инженеры и техники ищут способы уменьшить или контролировать линии сварки в процессе производства.
В промышленности используется несколько названий этих линий. Многие специалисты называют их трикотажными линиями или линиями слияния. Некоторые также используют термин "линия шва". Согласно отраслевым источникам, Линия сварки - это общий термин. Линия вязки и линия слияния описывают конкретные типы линий сварки. Эти термины часто встречаются в технических документах и стандартах. Например, при литье пластмасс под давлением линия вязки образуется, когда два потока охлаждающего материала встречаются и вновь затвердевают. Иногда используют взаимозаменяемые понятия "линия вязания", "линия сварки" и "линия слияния".
Примечание: Появление линии сварного шва не всегда означает наличие дефекта. Иногда линия сварки является лишь косметической проблемой. В других случаях она может сигнализировать о слабом месте, требующем внимания.
Типы сварочных линий
Сварные линии бывают разных типов, в зависимости от того, как протекает и встречается материал. Два основных типа - статические и динамические сварочные линии.
Статические линии сварки образуются, когда поток материала останавливается, а затем возобновляется, образуя линию в месте встречи двух фронтов. Такое часто происходит вокруг отверстий или вставок в пресс-форме. Линия сварного шва в этом случае может выглядеть как тонкая прямая линия.
Динамические линии сварки Возникают при встрече двух движущихся потоков материала, когда оба находятся в движении. Этот тип часто встречается в деталях сложной формы или с несколькими затворами. Линия шва может искривляться или менять направление в зависимости от потока.
Вязаная линия - это особый тип линии сварного шва. Она образуется, когда два фронта расплавленного материала встречаются под небольшим углом. Материал может плохо скрепляться, поэтому линия сцепления может стать слабым местом. Линия слияния - это другой тип. Она образуется, когда потоки встречаются при более высокой температуре или в лучших условиях, поэтому сварной шов обычно получается более прочным.
В таблице ниже приведены основные типы сварочных линий и их особенности:
Тип | Как она формируется | Общие черты |
|---|---|---|
Линия статической сварки | Остановка и возобновление потока вокруг препятствий | Тонкая, прямая линия |
Динамическая линия сварки | Два движущихся потока встречаются в сложных формах | Изогнутая или наклонная линия |
Трикотажная линия | Потоки встречаются под малым углом, плохое сцепление | Слабый, видимый шов |
Линия слияния | Потоки встречаются при более высокой температуре, улучшается сцепление | Сильнее, менее заметен |
Инженеры изучают тип и расположение каждой линии сварки. Они используют эту информацию, чтобы улучшить сварной шов и сделать изделие более прочным. Понимая разницу между линией сварки, линией вязания и линией слияния, производители могут выбрать оптимальный процесс для каждой детали.
Что такое формирование линии сварки?
Линия сварного шва образуется, когда два или более фронта потока расплавленного материала встречаются в процессе литья под давлением. В результате на готовом изделии образуется видимая линия или шов.
Причины при литье под давлением
Линии сварки появляются при литье под давлением, когда встречаются два потока расплавленного пластика. Существует несколько основных причин, по которым возникают линии сварки:
Температура: Если слишком низкая температураПластик затвердевает слишком быстро. Расплавленный пластик не может хорошо соединиться, поэтому появляется линия сварки.
Дизайн пресс-формы: Форма с тонкими стенками или литники в плохих местах разделяют поток. Это создает больше линий в местах застывания пластика.
Скорость впрыска: Если скорость медленная, пластик остывает неравномерно. Потоки затвердевают до соединения, что приводит к образованию слабых сварных швов.
Давление: Низкое давление не прижимает потоки друг к другу в достаточной степени. Сварочная ванна не может создать прочное соединение.
Примеси: Загрязненная смола или слишком большое количество разделителя формы замедляют поток. Это приводит к увеличению количества сварных линий и слабых участков.
Сайт Форма детали имеет значение тоже. Детали сложной формы, тонкие места или предметы внутри формы изменяют движение пластика. Такие детали создают больше линий в местах застывания пластика. Как Как изготавливается пресс-форма и как она используется очень важны для обеспечения прочности линии сварки. Инженеры используют компьютерные программы, позволяющие определить, где появятся линии сварки. Это помогает им изменить процесс и делать более качественные сварные швы.
Примечание: Линии сварки и линии потока - это не одно и то же. Линии сварки образуются, когда два потока встречаются под острым углом и образуют слабые места. Линии текучести появляются, когда угол широкий. Линии течения не всегда приводят к образованию трещин или снижению прочности.
Факторы при сварке
При сварке линии шва образуются, когда две ванны расплавленного металла встречаются и затвердевают. Сварочная ванна - это расплавленный металл, образовавшийся в результате нагрева. Многие вещи могут изменить качество линии сварки:
Скорость сварки изменяет скорость перемещения и остывания сварочной ванны. Если сварка выполняется слишком быстро, металл затвердевает раньше времени и образуются слабые линии шва.
Размер и форма сварочной ванны зависят от нагрева и используемого металла. Маленькая сварочная ванна быстро остывает, образуя более жесткие линии и, возможно, трещины.
При наличии препятствий или изменений в шве сварочная ванна может разделиться. Когда лужи снова соединяются, образуется линия сварки. Если они соединяются плохо, могут появиться трещины.
При некоторых видах сварки, например, при сварке пластмасс, температура и давление также изменяют сварочную ванну.
Вид материала и способ его использования имеют значение для прочности линии сварки. Некоторые материалы растрескиваются не так легко, как другие. Высокий нагрев и правильное давление позволяют дольше сохранять сварочную ванну в расплавленном состоянии. Это уменьшает жесткие линии и делает сварной шов более прочным.
Совет: Компьютерные инструменты могут показать, где образуются линии сварного шва и жесткие линии как при литье под давлением, так и при сварке. Это помогает инженерам предотвратить появление трещин и создавать более качественные изделия.
Что такое дефекты линии сварки?
Дефекты линии сварки - это дефекты, которые образуются на стыке двух фронтов потока расплавленного материала и не соединяются должным образом в процессе литья под давлением. Эти дефекты могут ослабить структурную целостность конечного продукта.

Структурная слабость
Дефекты линии сварки делают слабые места в пластиковых и металлических деталях. Когда два талых потока встречаютсяОни образуют сварочную ванну. Если сварочная ванна соединяется не полностью, могут оставаться небольшие зазоры. Эти зазоры делают сварной шов менее прочным. Если при остывании сварной шов соединяется не полностью, некоторые участки не выдерживают такого усилия. Это повышает вероятность растрескивания сварного шва, особенно при частом использовании.
Эти слабые места возникают по многим причинам. Низкая температура расплава, низкая скорость и тонкие стенки затрудняют хорошее соединение сварочной ванны. При сварке металла плохой контроль нагрева или предметы в шве также могут помешать правильному соединению шва. Эти проблемы часто вызывают растрескивание сварного шва или даже полный отказ детали.
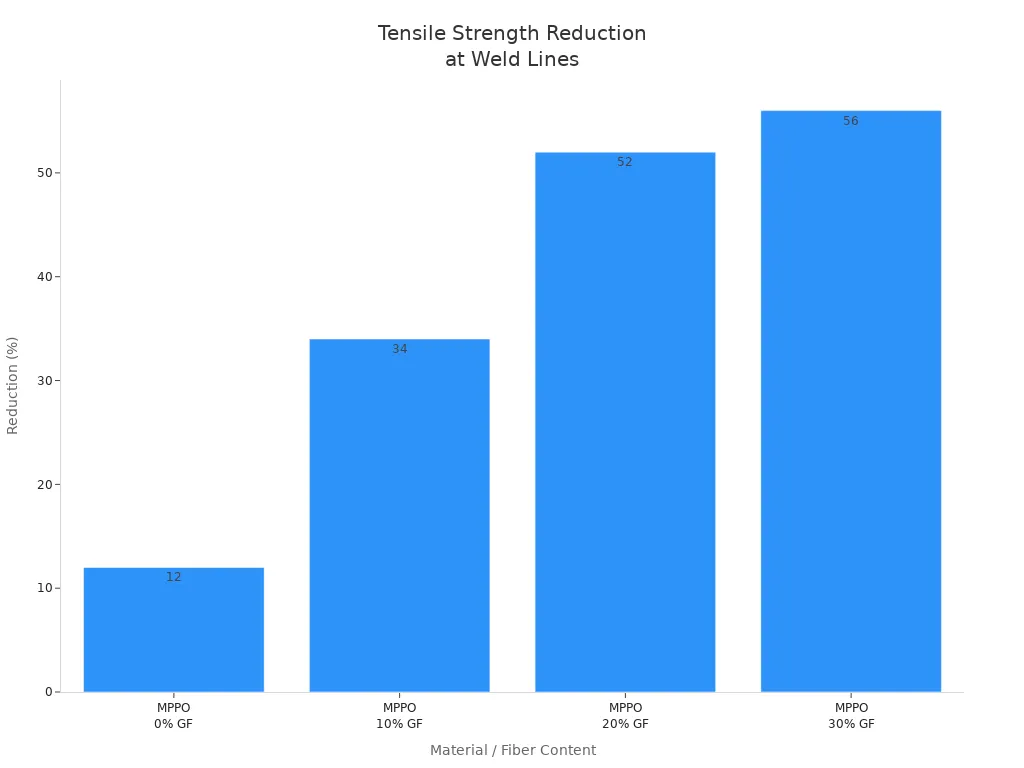
Линии сварки сильно снижают прочность. Например, испытания стеклонаполненных пластмасс показали, что линии сварки могут снизить прочность примерно на 49% по сравнению с деталями без них. Сайт В таблице ниже показано, насколько падает сила на линиях сварки для различных материалов:
Материал / содержание волокон | Снижение прочности на разрыв в местах сварки (%) |
|---|---|
Композиты MPPO, армированные стекловолокном (0% GF) | 12% |
Композиты MPPO, армированные стекловолокном (10% GF) | 34% |
Композиты MPPO, армированные стекловолокном (20% GF) | 52% |
Композиты MPPO, армированные стекловолокном (30% GF) | 56% |
Усиленный углеволокном виниловый эфир SMC (42% VF) | 12% - 52% (зависит от исследования, отмечено 48% - 88%) |
Прерывистые композиты из углеродного волокна на основе буксира | 60% - 80% |
Дефекты линии сварного шва могут снизить прочность на 10% - 90%. Это зависит от материала и способа охлаждения сварочной ванны. Это делает растрескивание сварного шва большим риском. Если никто не обнаружит эти дефекты, изделие может сломаться гораздо раньше, чем планировалось. Например, одна компания увидела Интенсивность отказов 28% за год от плохих сварных швов, но менее 1% от хороших. Это произошло потому, что сварочная ванна не остыла должным образом, и линии сварки стали слабыми местами.
Растрескивание и разрушение сварного шва часто начинаются на линиях охлаждения. Эти линии показывают, где сварочная ванна перестала двигаться и начала затвердевать. Если сварочная ванна недостаточно горячая, линии охлаждения образуются быстро и плохо соединяются. Вот почему дефекты линии сварки важно найти и устранить.
Отраслевые правила Для предотвращения этих проблем необходимо тщательно проверять сварные швы. Инспекторы используют свои глаза, специальные инструменты и безопасные тесты, чтобы найти дефекты на линии сварки. Они ищут трещины, плохие соединения и другие признаки слабого охлаждения. Такие правила, как ISO 6520-1:2007 и ISO 5817:2014, устанавливают четкие границы допустимого. Эти правила помогают сохранить прочность сварных швов и безопасность продукции.
Внешний вид поверхности
Дефекты линии сварки также изменяют внешний вид изделия. Линии охлаждения могут проявляться в виде слабых швов, трещин или следов. Эти линии могут испортить гладкий вид детали. Даже если сварной шов прочный, видимые линии могут испортить внешний вид изделия. Для многих изделий внешний вид имеет такое же значение, как и прочность.
К числу распространенных признаков дефектов линии сварки относятся:
Трещины или швы вдоль сварного шва
Небольшие отверстия или шероховатости на поверхности
Отсутствие или тонкие места на сварном шве
Погнутые или неровные поверхности
Изменения размеров вблизи сварного шва
Для поиска дефектов инспекторы используют такие простые инструменты, как фонарики, зеркала и лупы. Они очищают сварной шов, чтобы лучше видеть линии охлаждения. Осмотр сварного шва - это первый шаг к проверке качества. Он помогает обнаружить трещины в сварном шве и другие проблемы до того, как все сломается.
Дефекты линии сварного шва, которые меняют только внешний вид, могут остановить производство или снизить стоимость изделия. Свет, цвет, ощущение поверхности - все это меняет то, насколько легко увидеть эти линии. Иногда дефекты линии сварного шва меняют только внешний вид. В других случаях они свидетельствуют о более серьезных проблемах с охлаждением или соединением сварочной ванны.
Дефекты линии сварки могут сделать деталь слабее и сократить срок ее службы. Если инспекторы пропускают их, вероятность растрескивания и разрушения сварного шва возрастает. Регулярные проверки и соблюдение правил помогают предотвратить эти проблемы.
Новые инструменты контроля, такие как 3D-сканирование и проверка изображений, помогают обнаружить линии охлаждения и другие дефекты. Эти инструменты работают в соответствии с отраслевыми правилами, чтобы сделать сварные швы лучше. Обнаружив и устранив дефекты линии сварки на ранней стадии, компании могут предотвратить дорогостоящие отзывы и обеспечить безопасность продукции.
Как предотвратить проблемы с линией сварки?
Чтобы предотвратить проблемы с линией сварки, оптимизируйте процесс литья под давлением, регулируя такие параметры, как температура, давление и расход материала. Улучшение конструкции пресс-формы и правильный выбор материала также помогают.

Дизайнерские решения
Инженеры принимают разумные решения, чтобы остановить линии сварки. Они изменяют конструкцию пресс-формы, чтобы помочь изделию стать лучше. Перемещение ворот изменяет место появления линий застывания. Изменение толщины стенок изменяет движение и затвердевание материала. Проектировщики стараются, чтобы материал протекал в одном направлении. Это помогает предотвратить образование линий сварного шва. Они также ускоряют впрыск, чтобы форма заполнялась до затвердевания.
Вот несколько простых советов по снижению линий затвердевания:
Не используйте острые углы. Плавные изгибы помогают материалу лучше двигаться.
Делайте крестообразные формы простыми. Меньшее количество препятствий означает меньшее количество линий застывания.
Убедитесь, что форма и охлаждение равномерны. При равномерном охлаждении линии застывания остаются одинаковыми.
Отполируйте поверхность формы. В гладкой форме меньше линий затвердевания.
Форма детали тоже имеет значение. Закругленные края помогают равномерно перемещать материал. Детали, которые выглядят одинаково с обеих сторон, помогают потоку оставаться гладким. Инженеры используют компьютерные инструменты, чтобы увидеть, где могут образоваться линии затвердевания. Они могут изменить форму до изготовления детали.
Корректировки процесса
Изменение процесса помогает остановить дефекты линии сварки. Изменение скорости перемещения материала помогает контролировать охлаждение. Поддержание постоянной скорости позволяет предотвратить слишком быстрое образование линий затвердевания. Сделать расплав и форму более горячими дольше сохраняет мягкость материала. Это помогает материалу слипаться на линиях затвердевания.
Операторы могут перемещать ворота, чтобы держать линии затвердевания вдали от важных мест. Системы горячего прогона помогают лучше контролировать температуру. Это помогает предотвратить образование линий сварки. Хорошая вентиляция выпускает воздух, поэтому линии застывания образуются не так часто.
Проверка качества помогает обнаружить линии затвердевания на ранней стадии. Взгляд на продукт и использование машин помогает сравнить его со стандартами. Специальные инструменты, такие как 3D-сканеры и лазеры обнаружить линии затвердевания и другие проблемы. Эти проверки помогают обеспечить безопасность и прочность сварки.
Совет: Важно контролировать конструкцию пресс-формы, скорость и температуру во время затвердевания. Эти меры помогут остановить линии сварки и сделать изделия более прочными.
Что такое символы сварки и как они используются при проектировании?
Символы сварных швов - это стандартизированные обозначения, используемые в инженерных чертежах для указания типа, размера и качества сварных швов. Правильное планирование включает в себя понимание различных символов, их точную интерпретацию и обеспечение соответствия спецификациям и нормам проекта.
Контрольная линия в символах сварки
Сайт контрольная линия в обозначениях сварных швов очень важна. Она помогает людям лучше понимать рисунки. Эта линия всегда прямая через всю страницу. Она удерживает все детали сварного шва. Сварщики и инженеры используют его, чтобы показать, куда нужно наложить каждый сварной шов. Сайт контрольная линия соединяется со швом с помощью стрелки. Если символ сварного шва находится под линией, сварной шов проходит со стороны стрелки. Если символ находится над линией, сварной шов будет с другой стороны. Это позволяет легко определить место сварки.
В справочной строке также указывается больше деталей. В ней указывается тип шва, размер, длина и куда он идет. Иногда от линии отходит хвост. В хвосте указываются дополнительные примечания, например, специальные шаги или коды. Также можно добавить дополнительные символы, например, флажок для полевых сварных швов. Такой способ отображения сварных швов соответствует правилам, принятым во всем мире. Благодаря этому инструкции по сварке остаются неизменными для каждого проекта.
Планирование с помощью сварочных линий
Планирование мест расположения сварочных линий помогает производить более качественную продукцию. Это также помогает ускорить работу. Инженеры думают о многих вещах, выбирая места для сварочных линий. Они смотрят на температура расплава, давление впрыска, давление упаковки, время упаковки и время охлаждения. Все это изменяет движение материала и место образования линий. Изменяя размер, место и количество затворов, можно управлять потоком и остановить проблемы с линиями сварки.
Инженеры используют компьютерные программы, чтобы предположить, где появятся линии сварки. С их помощью они вносят изменения в конструкцию или технологический процесс. Например, сохраняя одинаковую толщину стенок и выбирая наилучшее место для ворот помогает материалу хорошо двигаться. Для планирования также имеет значение то, насколько гладкой будет поверхность и что произойдет после формовки.
Хорошее место линии сварки может ускорить работу и сократить количество ошибок. Это экономит деньги и делает деталь более прочной. Инженеры могут использовать специальные способы формовки, позволяющие сделать линии сварки более прочнымиОсобенно это касается деталей из волокна. Соблюдая правильные шаги и настройки, они гарантируют, что линии сварки не сделают деталь слабой.
Хорошее планирование и четкие символы сварки помогают командам избегать ошибок и работать лучше. Все выполняют одни и те же действия, поэтому результаты получаются хорошими.
Знание о линиях сварки помогает производителям сохранять прочность и безопасность изделий. Линии сварки могут сделать слабые места, поскольку расплавленные потоки не всегда хорошо соединяются. Иногда воздух или другие вещества задерживаются и делают деталь более слабой.
Эти линии не всегда легко заметить, но они могут стать причиной больших проблем.
Использование хорошей формы, правильного нагрева и чистых материалов помогает остановить их.
Производители могут использовать "умные" шаги для уменьшения количества дефектов:
Измените форму пресс-формы и проверьте размеры.
Используйте компьютерные инструменты для раннего обнаружения проблем.
Проверяйте детали много раз во время их изготовления.
Следите за рискованными действиями и при необходимости исправляйте настройки.
Объединитесь с экспертами по автоматизации.
Тщательное планирование и контроль качества помогают создавать более безопасные продукты, которые служат дольше.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
В чем разница между линией сварки и линией подачи?
Линия сварного шва образуется, когда два расплавленных потока встречаются и соединяются. Линия потока показывает путь материала при его движении. Линии сварки могут ослабить деталь, в то время как линии потока обычно влияют только на внешний вид.
Можно ли полностью удалить сварные линии?
Инженеры не всегда могут удалить линии сварки, но они могут их уменьшить. Хорошая конструкция пресс-формы, более высокие температуры и ускоренный впрыск помогают сделать линии сварки менее заметными и более прочными.
Почему линии сварки делают детали более слабыми?
Линии сварки создают слабые места, поскольку расплавленные потоки могут плохо соединяться. Небольшие зазоры или плохое сплавление снижают прочность. Такие участки могут треснуть или сломаться под нагрузкой.
Как инспекторы находят дефекты линии сварки?
Инспекторы используют свои глаза, лупы и специальные инструменты. Они ищут швы, трещины или неровности. Некоторые используют 3D-сканеры или камеры для большей точности.
Всегда ли линии сварки являются проблемой?
Не всегда. Некоторые линии сварки влияют только на внешний вид детали. Другие могут стать причиной слабых мест. Инженеры проверяют каждую линию сварки, чтобы решить, нужно ли ее исправлять.
Совет: Регулярный осмотр и хорошая конструкция помогут избежать проблем с линиями сварки.
