
What is a Chain Conveyor?
A chain conveyor is a mechanical system that uses chains to transport materials along a defined path. Typically used in industrial settings, it efficiently moves heavy or bulky items over long distances.
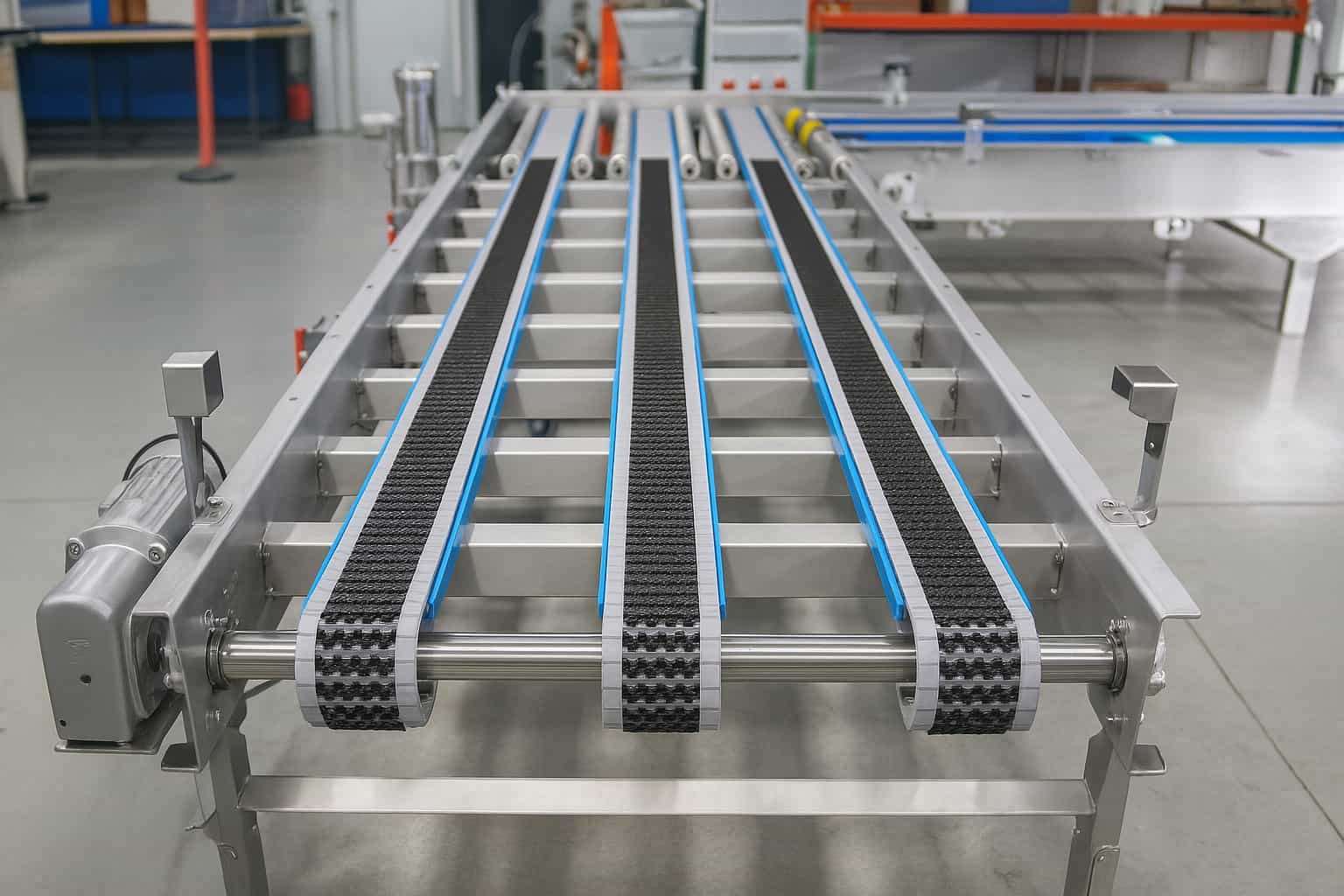
Key Components of a Chain Conveyor
- Chains: Serve as the primary driving and supporting mechanism.
- Sprockets: Engage with the chains to drive the system.
- Drive Unit: Provides the necessary power to move the chains.
- Frame: Supports the entire structure and provides stability.
- Guides and Tracks: Ensure the chains move along a predetermined path.
How Chain Conveyors Work
- Loading: Material is placed on the conveyor.
- Transport: Chains move the material along the specified route.
- Unloading: Material is removed at the designated endpoint.
Applications of Chain Conveyors
- Automotive: Assembly lines.
- Mining: Transporting ores.
- Manufacturing: Moving products and parts.
Chain conveyors are valued for their durability and ability to handle heavy loads, making them essential in various industrial applications.
What are the advantages of chain conveyors?
Chain conveyors offer robust and reliable material handling solutions, especially for heavy or bulky items. Their main advantages include durability, high load capacity, flexibility, and minimal maintenance.

Key Advantages of Chain Conveyors
- Durability: Built with strong materials, chain conveyors are resistant to wear and tear.
- High Load Capacity: Capable of moving heavy and bulky items efficiently.
- Flexibility: Suitable for various industrial applications and can handle a wide range of products.
- Minimal Maintenance: Simple design reduces maintenance needs, ensuring continuous operation.
Chain conveyors are ideal for industries such as manufacturing, automotive, and warehousing, where reliable and efficient material handling is crucial.
What is the difference between a belt conveyor and a chain conveyor?
A belt conveyor uses a continuous loop of material, typically rubber or fabric, to transport goods, while a chain conveyor employs a series of interlinked chains to move items.
Key Differences:
- Material and Design:
- Belt Conveyor: Utilizes a continuous belt made of rubber, fabric, or other materials.
- Chain Conveyor: Uses linked chains made of metal or plastic.
- Applications:
- Belt Conveyor: Ideal for lightweight and bulk materials like grains, coal, and sand.
- Chain Conveyor: Suitable for heavy-duty applications such as automotive or manufacturing parts.
- Movement Mechanism:
- Belt Conveyor: The belt moves over pulleys driven by motors.
- Chain Conveyor: Chains are driven by sprockets connected to motors.
- Maintenance:
- Belt Conveyor: Requires regular belt inspection and tension adjustments.
- Chain Conveyor: Needs lubrication and monitoring of chain tension.
Conclusion
Both conveyor systems serve distinct purposes based on the nature of the materials being transported and the specific needs of the operation. Understanding their differences helps in selecting the right conveyor for efficiency and cost-effectiveness.
What are the types of chain conveyor?
Chain conveyors come in various types, each suited for specific applications. The primary types include drag chain conveyors, apron conveyors, slat conveyors, and roller chain conveyors.
Drag Chain Conveyors
- Function: Move bulk materials in a continuous, drag motion.
- Use Case: Ideal for handling fine, granular materials or powders.
Apron Conveyors
- Function: Utilize overlapping plates or aprons for heavy, abrasive materials.
- Use Case: Commonly used in mining and heavy-duty industrial processes.
Slat Conveyors
- Function: Employ slats attached to chains for smooth transportation.
- Use Case: Suitable for assembly lines and packaging industries.
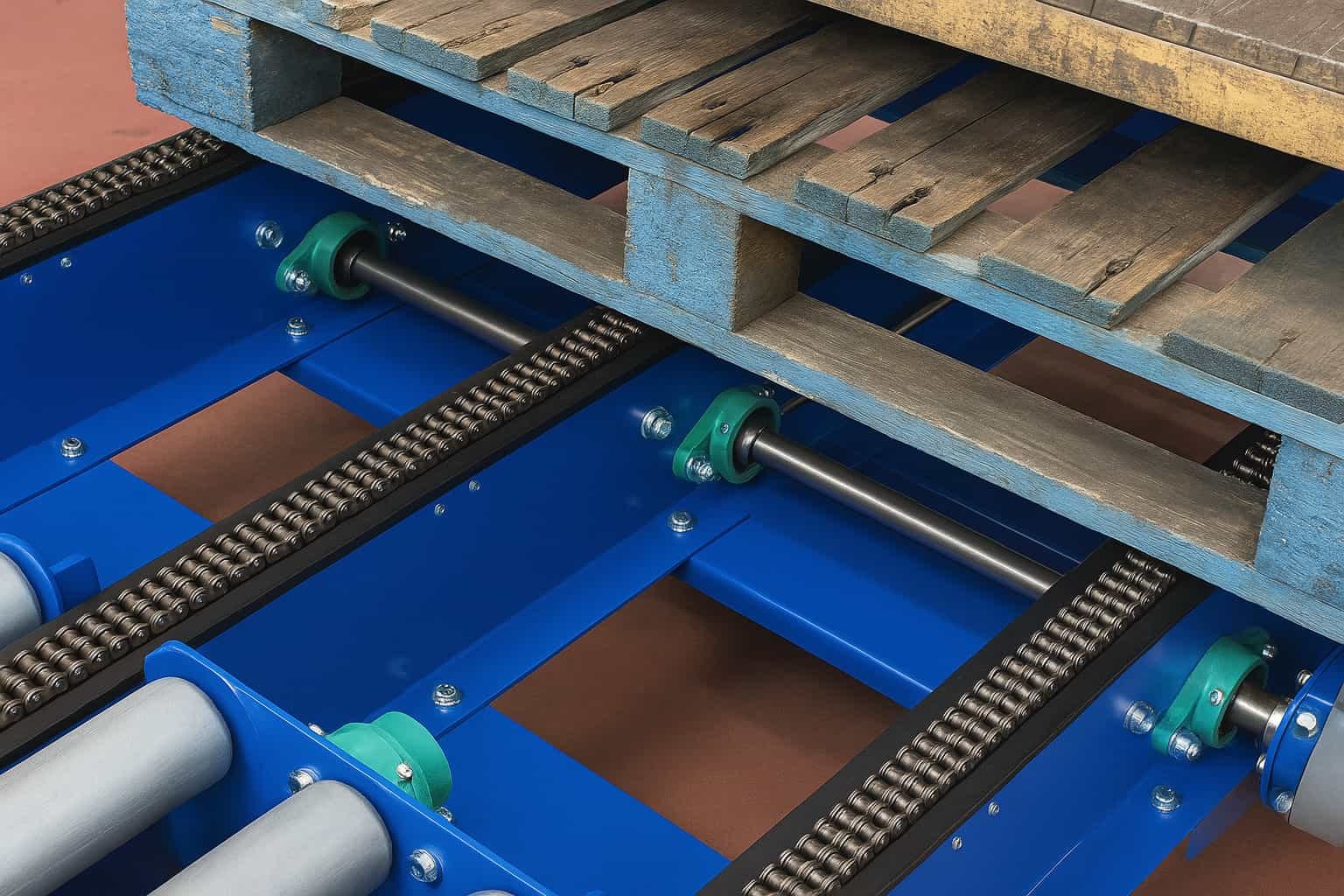
Roller Chain Conveyors
- Function: Utilize rollers attached to chains to move items.
- Use Case: Perfect for transporting heavy, rigid items like pallets and containers.
Each type offers unique advantages depending on the material and operational requirements, ensuring efficient and tailored material handling solutions.
What is the Chain Conveyor Working Principle?
A chain conveyor works by using a continuous chain loop to transport materials along a fixed path. The chain is powered by a motor, which drives the chain through a series of sprockets and guides.
Key Components and Operation
- Chain Loop: A continuous loop of interconnected chain links.
- Drive Motor: Powers the chain and sets it in motion.
- Sprockets: Gear-like wheels that engage the chain to provide movement.
- Guides/Tracks: Fixed paths that the chain follows to ensure consistent direction.
Working Process
- Motor Activation: The drive motor starts, rotating the sprockets.
- Chain Movement: The sprockets engage the chain, pulling it along the guides.
- Material Transport: Items placed on the chain are moved from the loading point to the unloading point.
Applications
- Industrial Manufacturing: For transporting heavy and bulky items.
- Automotive Assembly Lines: Moving parts between workstations.
- Food Processing: Handling packaged goods.
The chain conveyor system is robust and suitable for a variety of industrial tasks due to its reliable and straightforward mechanism.
